




ჭერის T ბადისებრი რულონური ფორმირების მანქანა
მანქანის სახელი:
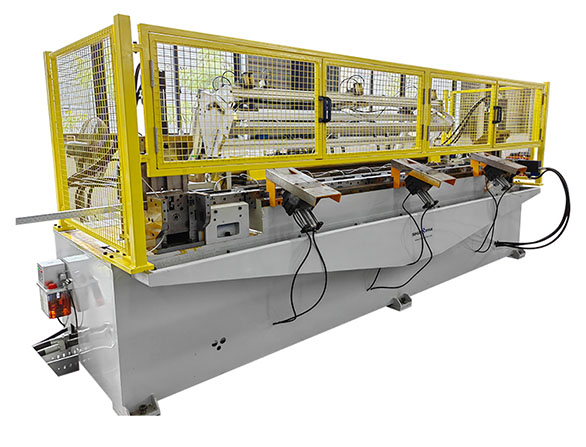
ავტომატური მაღალსიჩქარიანი მრავალსპეციფიკაციიანი მთავარი ტრი-ბადისებრი როლიკების ფორმირების მანქანა ერთი კომპლექტის როლიკებით ფორმირების ერთეულის (COMBI) შეცვლით.
როლიკებით ფორმირების ერთეული გადაცემათა კოლოფის გამოყენებით
1.1. T-ბარის წარმოების ხაზის მონიტორინგი შესაძლებელია PLC-ის მიერ. თუ T-ბარის წარმოების ხაზს აქვს შეცდომები, PLC აღმოაჩენს მათ. მისი მოვლა-პატრონობა მარტივია მუშაკებისთვის.
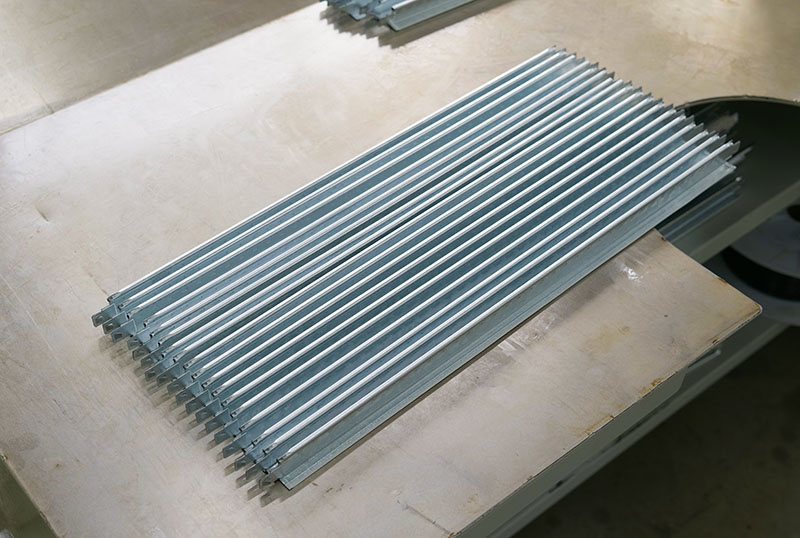
1.2. T-ბარის წარმოების სიჩქარეა 0-60 მ/წთ. განივი T-ბარის საშუალო სიჩქარეა 36 მ წუთში. ერთ წუთში შესაძლებელია 6 ცალი 3660 მმ (12 ფუტი) სიგრძის მთავარი ხის 40 ცალის წარმოება 1200 (4 ფუტი) სიგრძისთვის.
1.3. სხვადასხვა სპეციფიკაციების ლილვაკებიანი ფორმირების ერთეულების (6) შეცვლა შესაძლებელია 30 წუთში, 24X32H სპეციფიკაციების წარმოება შესაძლებელია ერთი კომპლექტი ლილვაკებიანი ფორმირების ერთეულების (6) დამატებით.
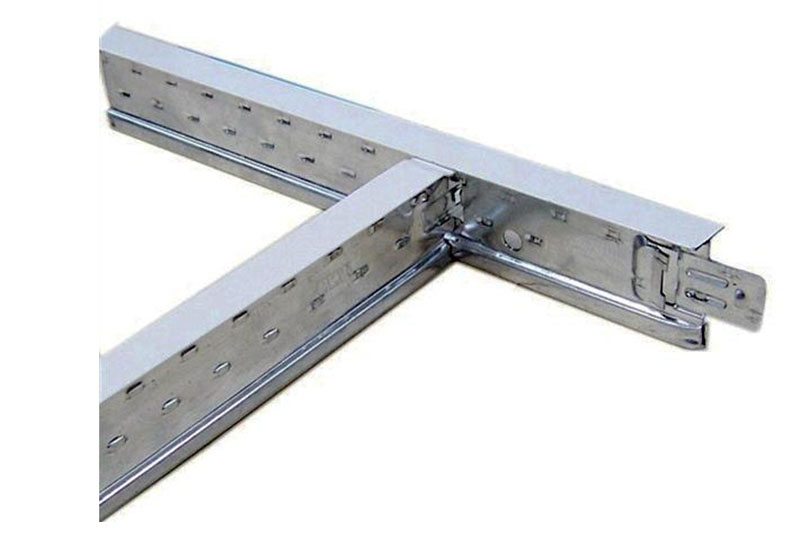
პროდუქტის ნახაზი:
მთავარი T-ფორმის პროფილი 38სმ * 24 * 3600მმ / 3700მმ.
განივი T-სებრი ზოლის პროფილი 38h*24*600/1200 მმ.
ჩვენ ვაპროექტებთ მანქანას თქვენი დადასტურებული ნახაზის მიხედვით.
1. ორმაგი მოტორიზებული დეკოილერი (შეღებილი ფოლადის კოჭა)
1.1. დატვირთვის ტევადობა: 1500 კგ*2
1.2. ხვეულის სპეციფიკაცია: გარე დიამეტრი 2000 მმ, შიდა დიამეტრი 508 მმ. შეღებილი ფოლადის ხვეულის სიგანე: 100 მმ
1.3. ხელით გორგოლაჭით დასაჭიმად
1.4. ძრავით ამოძრავებული
1.5. ძრავა: 1.5 კვტ
2. ორმაგი მოტორიზებული დეკოილერი (გალვანიზებული ფოლადის კოჭა)
2.1. დატვირთვის ტევადობა: 3000 კგ*2
2.2. ხვეულის სპეციფიკაცია: გარე დიამეტრი 1500 მმ. შიდა დიამეტრი 508 მმ. სიგანე: 150 მმ.
2.3. ხვეულის დასაჭიმად ხელით შემობრუნებით.
2.4. ძრავით ამოძრავებული
2.5. ამძრავიანი ძრავა: 1.5 კვტ

ლილვაკების ფორმირების ერთეულები მაღალსიჩქარიან რეჟიმში მუშაობენ, ამიტომ ძრავისა და რედუქტორის დასაცავად და მათი სიცოცხლის ხანგრძლივობის გასახანგრძლივებლად საჭიროა შესანახი ერთეული.

ძრავის სიმძლავრე 15 კვტ, ბრენდი ABB.
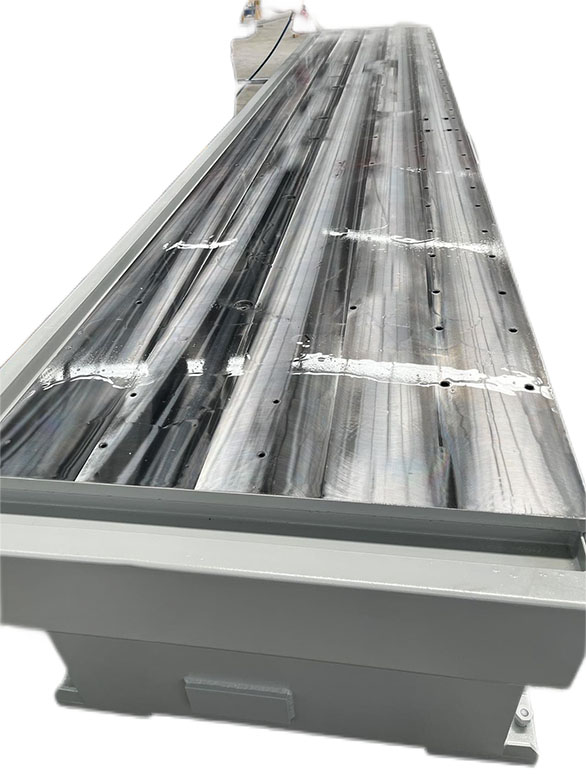
დანადგარის საბაზისო მასალაა Q345-B ფოლადი, რომელიც მიღებულია სრული თერმული დამუშავებით, რათა აღმოიფხვრას შიდა ძალა და დარჩეს ხანგრძლივი სიცოცხლის განმავლობაში.
მანქანის სამუშაო მაგიდა იყენებს დიდ CNC მთლიან დამუშავებას მაღალი სიზუსტის დონისთვის, ბრტყელი ტოლერანტობით 0.05 მმ-ის ფარგლებში, სივრცე კი 0.02 მმ-ის ფარგლებში როლიკებით ფორმირების ერთეულებს შორის ან განმთავსებელ ქინძისთავში.
ლილვაკებიანი ფორმირების ერთეულები (COMBI) დამაგრებულია მანქანის ბაზაზე. COMBI-ს შეცვლა შესაძლებელია T-ს ფორმის ღეროების სხვადასხვა ზომის მიხედვით.
როლიკების ფორმირების სადგური 16+ 5 დამხმარე როლიკერი, როლიკების მასალაა CR12MOV1(SKD11) ვაკუუმური თერმული დამუშავება 58-62 HRC.
როლიკების ფორმირების მანქანა იყენებს გადაცემათა კოლოფის მთლიან სტრუქტურას მანქანის სიცოცხლის გასახანგრძლივებლად.
ლილვის ბირთვის დიამეტრი ∮40 მმ-ია, მასალა არის 40 CR ჩაქრობის თერმული დამუშავებით.
კედლის ჩარჩოს მასალა: Q345 - B, CNC დამუშავება, თერმული დამუშავება.
სავარძლის გასწორების ნომერი: 1 კომპლექტი, გამოიყენება პროფილის გასწორებისთვის ზემოთ და ქვემოთ, წინ და უკან, მარცხნივ და მარჯვნივ.
ხაზის ფორმირების სიჩქარე 0-80 მ/წთ. სწრაფი ან ნელი სიჩქარე შეიძლება იყოს ავტომატური კონტროლით.

საჭრელი მატრასი იყენებს SKD11 მასალას ვაკუუმური თერმული დამუშავებით, სიმტკიცეა HRC 58–62.
დაამონტაჟეთ 6 ცალი საბურღი ნახვრეტის შტამპი.
ჭრის სიგრძე 3600 მმ: T-ბარის სამონტაჟო ხვრელები, შემაერთებელი ჰიდრავლიკური დარტყმით, რობოტი გადააქვს პერფორირებულ T-ბარს დასაწყობ მაგიდაზე.
ძრავის სიმძლავრე: 15 კვტ, ძრავის ბრენდები: ABB
ტუმბოს სამუშაო წნევა: 140 კგ ჰიდრავლიკური ნაკადი: 65 ლ ბრენდი: Rexroth (გერმანული)
ზეთის ცილინდრები, რაოდენობა: 9 ცალი
აკუმულატორი: 25 ლ ბრენდი: OLAER (ფრანგული)
წნევის სენსორი, IFM (გერმანული) ელექტრომაგნიტური სარქველი: Rexroth (გერმანული)
ფილტრაციის ბრენდია Parker (აშშ) 10.7, ზეთის გაგრილება ხდება წყლით ან ჰაერით (სურვილისამებრ).

PLC ბრენდები: MITSUBISHI (იაპონია).
ძვრის კონტროლერი: იტალიური (SIHUA).
სიხშირის ინვერტორის სიმძლავრე: 15 კვტ ბრენდი: YASKAWA (იაპონია)
რელესა და ამომრთველის ბრენდი: Schneider.
ადამიანი-მანქანის ინტერფეისი (სენსორული ეკრანი) ბრენდი: KINCO, ზომა 10.4".
ელექტრო კარადა, რომელიც დაკავშირებულია გარე მავთულთან სწრაფი შტეფსელით.








პროდუქტების კატეგორიები
-

იტალიური ტექნოლოგიის ჭერის ჯვარედინი T-ზოლიანი მანქანა...
-

ავტომატური მაღალსიჩქარიანი მრავალსპეციფიკაციიანი მთავარი ...
-

იტალიური ტექნოლოგიის ჭერი SIHUA-ს მთავარი და განივი...
-

შანხაის ხარისხის SIHUA მთავარი ჭერის t ბადისებრი რულონი...
-

შენადნობის შემაერთებელი ჯვარედინი T-ზოლის როლიკების ფორმირების მანქანა
-

დაკიდული ჭერი ავტომატური გრძელი და მოკლე ჯვარედინი...