
მზის ფოტოელექტრული პანელის სამაგრის რულონის ფორმირების მანქანა
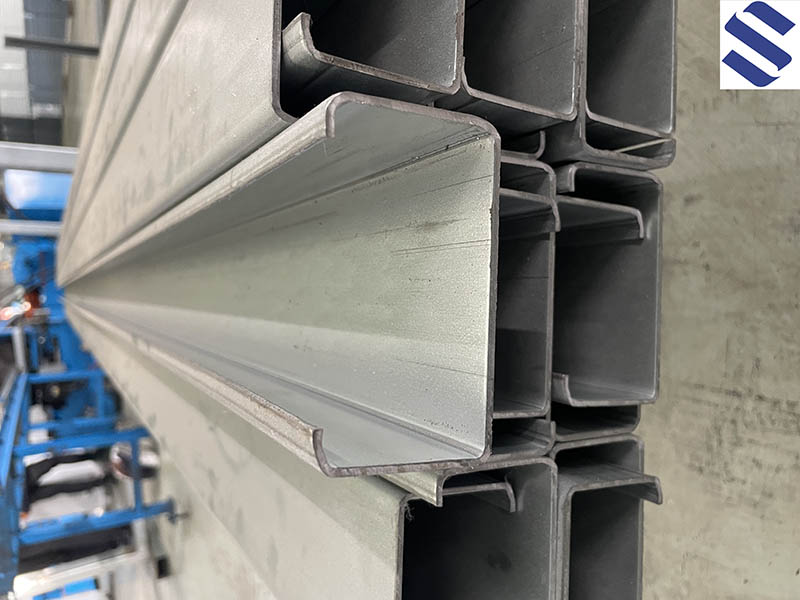
ეს მანქანა ნედლეულად იღებს გალვანიზებულ ფოლადს ან ცივად ნაგლინ ფოლადს, რომელიც სერიული ნაბიჯებით ყალიბდება სპეციფიკური ფორმისა და ზომის AC არხის პროფილად.
ფორმირების საფეხურების მოწყობილობებში შედის დეკოილერი, კვების და გასწორების მოწყობილობა, დამრტყმელი მოწყობილობა, მთავარი ფორმირების როლიკერი და ჰიდრავლიკური პოსტ-საჭრელი.
ინვერტორი აკონტროლებს ძრავის სიჩქარეს, PLC სისტემა ავტომატურად აკონტროლებს სიგრძეს და რაოდენობას.
ამრიგად, მანქანა აღწევს უწყვეტ ავტომატურ წარმოებას, რაც იდეალური აღჭურვილობაა ცივი რულონური ფორმირების ინდუსტრიისთვის.
| პროფილის მასალა | ა) გალვანიზებული ზოლი | სისქე (მმ): 1.5-2.5 მმ |
| ბ) შავი ზოლი | ||
| გ) ნახშირბადის ზოლი | ||
| მოსავლიანობის ზღვარი | 250 - 550 მპა | |
| დაჭიმვის სტრესი | G250 მპა-G550 მპა | |
| წარმოების ხაზის ნაწილები | სურვილისამებრ არჩევანი | |
| ფორმირების სადგური | 18-20 ნაბიჯი (მომხმარებლის ნახატამდე) | |
| მთავარი მანქანის ძრავის ბრენდი | TECO/ABB/Siemens | კერვა |
| მართვის სისტემა | გადაცემათა კოლოფის წამყვანი | * გადაცემათა კოლოფის წამყვანი |
| ფორმირების სიჩქარე | 10-15 მ/წთ | 20-35 მ/წთ |
| როლიკების მასალა | CR12MOV (დონგბეის ფოლადი) | Cr12mov (დონგბეის ფოლადი) |
| სიხშირის გადამყვანის ბრენდი | იასკავა | კერვა |
| PLC ბრენდი | მიცუბიში | * Siemens (არასავალდებულო) |
| ჭრის სისტემა | SIHUA (იმპორტი იტალიიდან) | SIHUA (იმპორტი იტალიიდან) |
სტრუქტურული არხის რულონური ფორმირების მანქანის შესავალი
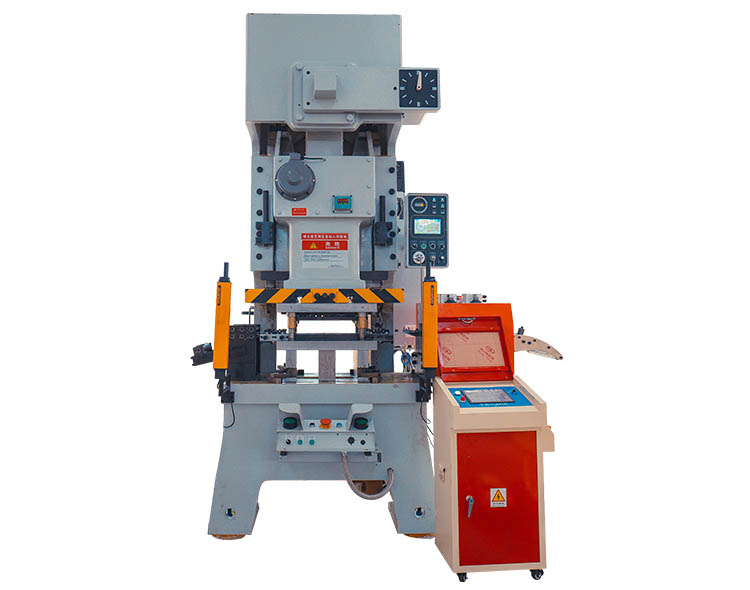
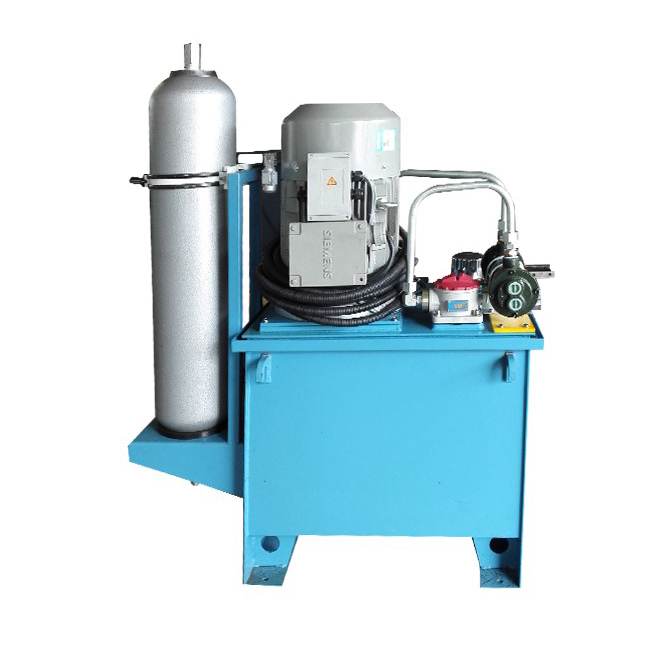
წარმოების პროცესი: ხვეულის მოსახსნელი → ბერკეტი და მიმწოდებელი → პრეს მანქანა (შეიცავს დამჭერ შტამპს) → რულონის ფორმირების პროფილი → საჭრელი მაგიდა → შესაფუთი მაგიდა (ჰიდრავლიკური სისტემა ენერგომომარაგებით) ყველა ნაწილი კონტროლდებოდა ელექტრო მართვის სისტემით.
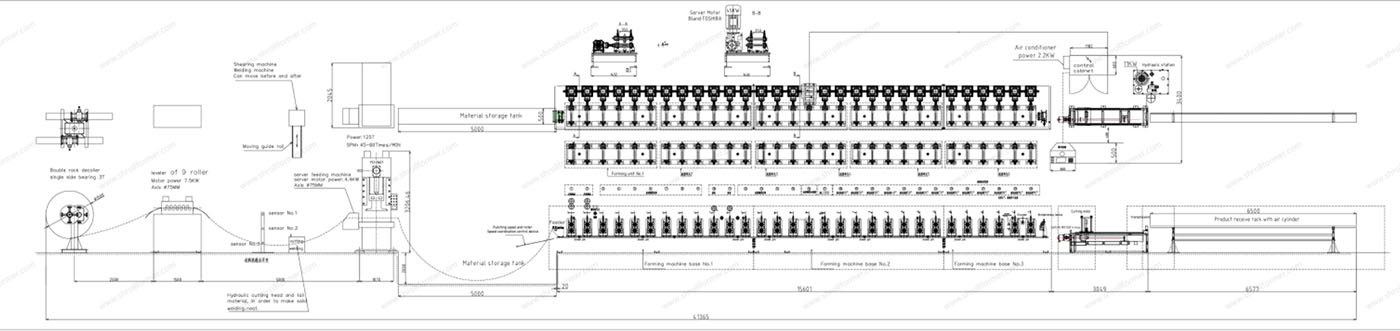

სტრუქტურული არხის რულონური ფორმირების მანქანის გასწორებელი.

Yangli მოცულობა 125 ტონა YANGLI JH21-125.
C 38*40 რულონების ფორმირების მანქანა, პროდუქტის სიჩქარე 30-50 მ წუთში.

დასაწყობი მაგიდა 6.5 მ.

1. ენკოდერი: OMRON (იაპონური ბრენდი)
2. სიხშირის ძრავა: 45 კვტ (NIDEC) იაპონია
3. შპს: MITSUBISHI (იაპონური ბრენდი)
4. ადამიანური ინტერფეისი: KINCO
5. რელე: OMRON (იაპონური ბრენდი)



პროდუქტების კატეგორიები
-
SIHUA-ს ხარისხიანი ცხელი გაყიდვადი კასეტური კილის არხის რო...
-

იტალიური ტექნოლოგიის ჭერი SIHUA-ს მთავარი და განივი...
-

ჭერის T ბადისებრი რულონური ფორმირების მანქანა
-

SIHUA ავტომატური მაღალი სიჩქარით, მაღალი სიზუსტით...
-

პროფილების CW; UW-ს რულონის ფორმირების წარმოების ხაზი...
-

Cu პროფილის რულონის ფორმირების შესაფუთი მანქანა